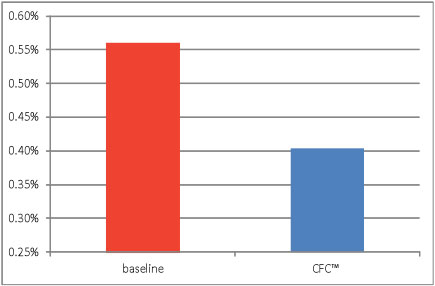
Example of catalyst reduction while maintaining same Mono
Cavitation System Characteristics
- Small footprint
- Robust and durable
- Adjustable cavitation device for optimum performance at different capacities
- No production downtime for installation
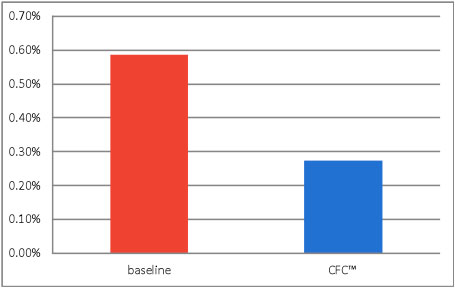
Example of Mono-reduction while reducing catalyst by 15%
Anticipated Improvements
- 25% catalyst consumption reduction
- Reduction in Monoglycerides
- Decrease of Residence time/Capacity increase
 17830 Englewood Dr. Unit 11
17830 Englewood Dr. Unit 11 216.458.1991
216.458.1991